Сушилки для пищевой
Сушилки для пищевой 
Во многих промышленных отраслях, таких, например, как пищевая, фармацевтическая, химическая и им подобные, важнейшим технологическим процессом выступает сушка продукции. Поэтому сушильное оборудование обновляется и совершенствуется. Одним из направлений данного совершенствования является производство оборудования с активными гидродинамическими режимами, в котором обеспечивается повышенный тепло- и массообмен. К самым продуктивным аппаратам подобного типа относятся сушилки псевдоожиженного слоя, которые бывают разных моделей. Тепловая обработка в таких сушилках происходит следующим образом: сыпучий зернистый продукт, размещаемый на газораспределительной решётке, под воздействием нагретого воздуха (сушильного агента) из сыпучего состояния переходит в полувзвешенное, приобретая свойства текучести. В таком состоянии слой разрыхляется и тщательно перемешивается, в результате чего мельчайшие частицы высушиваемого продукта равномерно обдаются горячим воздухом. Благодаря такому перемешиванию происходит взаимный контакт отдельных частиц и уравнивание температуры во всём слое продукта, что, при высушивании термолабильных продуктов очень важно. Все вышеназванные достоинства увеличивают производительность сушки. Кроме того, качество продукта, высушенного в сушильном аппарате псевдоожиженного слоя, превышает то качество, которое достигается при высушивании в традиционных сушилках барабанного, шнекового, туннельного либо ленточного типа.
Сушильное оборудование псевдоожиженного слоя бывает двух типов – это аппараты стационарного кипящего слоя и аппараты виброкипящего слоя.
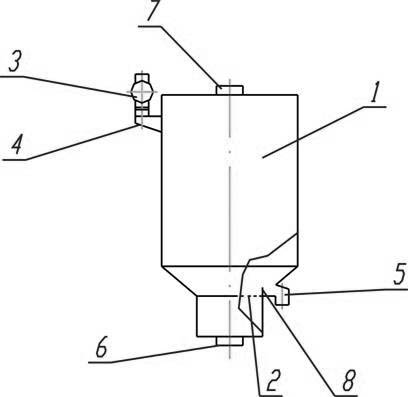
Рисунок 1
На рисунке 1 представлен аппарат стационарного кипящего слоя, который состоит из нескольких элементов:
1 – сушильная камера;
2 – неподвижная газораспределительная решётка, расположенная в нижней части сушильной камеры;
3 – дозатор, при помощи которого первоначальный продукт помещается в сушильную камеру;
4 – патрубок, через который сырой продукт поступает на решётку в сушильной камере;
5 – патрубок, через который сухой продукт выгружается из сушильной камеры;
6 – патрубок, через который сушильный агент подаётся в пространство под решёткой, проходит через её отверстия и поступает непосредственно на высушиваемый продукт, производя, тем самым, его сушку;
7 – патрубок, через который отработанный воздух выводится из сушильной камеры и попадает в аспирационную систему, где осуществляется его очистка;
8 – шиберная заслонка, предусмотренная для создания слоя продукта на решётке и его перемешивания во время взаимодействия с горячим воздухом.
Конвективные сушильные аппараты стационарного кипящего слоя могут функционировать в непрерывном либо периодическом режиме, они являются широко распространёнными, используются во многих промышленных отраслях. В данной статье сушилки данного типа рассматриваться не будут.
Сушильные аппараты виброкипящего слоя являются менее распространёнными. Они отличаются от предыдущего типа тем, что газораспределительная решётка и, вместе с ней, слой высушиваемого продукта подвергаются вибрационному возмущению в процессе сушки.
Конвективная сушилка виброкипящего слоя представлена на рисунке 2 и состоит из следующих элементов:
1 – жёлоб, как основная часть рабочего органа;
2 – кронштейн, размещённый на жёлобе;
3 – патрубки, через которые подводится воздух;
4 – патрубок, через который готовый продукт выгружается;
5 – крышка;
6 – патрубок, расположенный на крышке и предназначенный для загрузки продукта;
7 – патрубок, также расположенный на крышке и предназначенный для отвода использованного воздуха;
8 – перфорированный лист, размещаемый внутри рабочего органа сушилки и играющий роль газораспределительной решётки;
9 – заслонка;
10 – рама, непосредственно на которой установлен рабочий орган;
11 – пружины, с помощью которых рабочий орган крепится на раме;
12 – привод, установленный на кронштейне 2 и предназначенный для создания вибровозмущения рабочего органа.
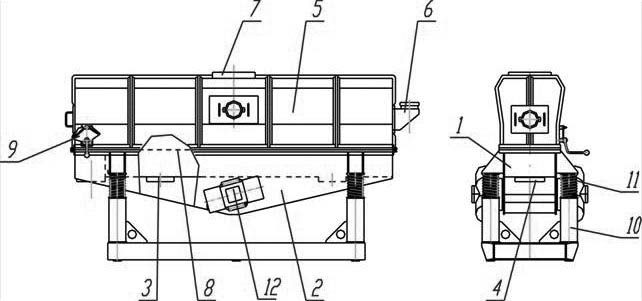
Рисунок 2
Сушильный аппарат виброкипящего слоя функционирует следующим образом: сырой продукт погружается внутрь рабочего органа через патрубок 6. Привод 12 производит вибрацию, в результате чего продукт равномерно распределяется на перфорированном листе 8 и движется к патрубку выгрузки продукта 4. Сушильный агент, поступая через патрубки 3 в рабочий орган, проходит сквозь отверстия в перфорированном листе и поступает на слой продукта, который постепенно переходит в псевдоожиженное состояние. При этом осуществляется интенсивный теплообмен горячего воздуха с частицами продукта и происходит его сушка. Через патрубок 7 использованный воздух выводится из сушильного аппарата.
Время сушки и уровень влажности конечного продукта регулируется показателями вибрации привода 12 и изменением толщины слоя при помощи заслонки 9. Сушильные аппараты виброкипящего слоя могут работать в непрерывном или периодическом режиме. В отличие от оборудования стационарного кипящего слоя, вибрационное конвективное сушильное оборудование обладает рядом преимуществ, среди которых можно выделить следующие:
- значительная экономия энергоресурсов;
- минимальная адгезия высушиваемого продукта к внутренним элементам сушилки;
- возможность качественной обработки продукта любой толщины;
- возможность высушивания плохоожижаемых продуктов;
- отсутствие разбрызгивания и распыления частиц продукта из аппарата;
- повышенный теплообмен.
Среди недостатков можно отметить сложность конструкции, температурные ограничения (температура нагретого воздуха должна быть не выше 160 °С), и, как результат, трудности в использовании привода, который нагревается через кронштейн.
Для осуществления тепловой обработки высушиваемых продуктов сушилка вибрационная конвективная должна быть обеспечена следующим оборудованием:
- приточный и вытяжной вентилятор – для подачи свежего воздуха в аппарат и вывода отработанного воздуха;
- фильтр и теплообменник – для очистки и нагрева поступающего в аппарат воздуха;
- технологические воздуховоды;
- оборудование для улавливания мелких частиц продукта из воздуха, выводимого из сушильного аппарата.
В зависимости от условий и места использования сушильного аппарата, роль теплообменников могут выполнять электрические либо паровые калориферы, топки или теплогенераторы.
Оборудование для улавливания мелких частиц продукта из использованного воздуха выбирается с учётом физических и химических качеств продукта (удельного веса, гранулометрического состава, насыпной плотности), а также требований ПДК. Таким оборудованием могут быть циклоны, скруббера, рукавные фильтры и им подобные. Помимо всего прочего, вибрационные конвективные сушилки снабжаются пультом управления, который имеет следующие функции:
- кнопки управления виброприводом аппарата, двигателями приточного и вытяжного вентиляторов;
- регулятор рабочей температуры воздуха, подаваемого в сушильную камеру;
- индикатор температуры воздуха, поступающего в вибрационную сушилку и отводимого из неё;
- индикатор температуры слоя продукта, расположенного на перфорированном листе;
- индикатор разрежения воздуха внутри сушильного аппарата.
Стоит отметить, что сушильный аппарат может выполнять и обратную функцию, то есть охлаждение продукта. В данном случае вместо калорифера используется трубчатый теплообменник, в который поступает охлаждённая вода или рассол.
Сушильные установки изготавливаются из углеродистой или коррозионностойкой стали. Типоразмеры и технические характеристики вибрационных сушилок представлены в таблице 1. Однако, указанные в таблице данные о производительности сушильных аппаратов необходимо уточнять для каждого аппарата в отдельности, поскольку этот показатель напрямую зависит от многих технологических параметров и физико-химических характеристик высушиваемого материала.
Таблица 1
|
Наименование параметров |
Значение | |||||
| СВК-0,3 |
СВК-0,5/3,0 |
СВК-0,75/3,0 | СВК-1,0/4,0 | СВК-1,0/8,2 | ||
|
Производительность по испаренной влаге, кг/ч |
15 |
50 |
100 |
150 | 250 | |
|
Площадь перфорированного листа, м2 |
0,3 |
1,5 |
2,3 | 4,0 | 8,2 | |
| Мощность двигателя | 0,75 | 2 х 0,75 | 2 х 0,75 |
3 х 2,2
|
5,5 | |
| Габаритные размеры, мм |
длина |
864 | 1085 | 3700 | 4610 | 8560 |
| ширина | 2063 | 1570 | 1350 | 2257 | 1574 | |
| высота | 1698 | 3120 | 1975 | 1840 | 2470 | |
| Масса, кг |
235 |
600 |
760 | 1710 | 2100 | |
Жунал "Переработка молока" 2006г. №1 стр. 10-11